Pagtambal sa pundasyon sa site
1. Sa dili pa ibutang ang HDPE geomembrane, ang laying base kinahanglang komprehensibo nga susihon uban sa may kalabutan nga mga departamento.Ang base sa pagbutang kinahanglan nga lig-on ug patag.Kinahanglang walay mga gamot sa kahoy, rubble, bato, konkretong partikulo, reinforcement heads, glass chips ug uban pang debris nga makadaot sa geomembrane sulod sa bertikal nga giladmon nga 25 mm.Paggamit og wheel compactor aron ma-compact aron matangtang ang mga marka sa sakyanan, mga tunob sa tiil ug mga bumps sa yuta.Dugang pa, ang mga bulge sa yuta nga mas dako pa sa 12mm kinahanglan usab nga putlon o siksikon.
2. Sa diha nga ang HDPE geomembrane gibutang sa backfill, ang compactness sa backfill dili moubos sa 95%.
3. Ang pundasyon sa site kinahanglan nga walay tubig nga nag-agas, putik, ponding, organikong salin ug makadaot nga mga butang nga mahimong hinungdan sa polusyon sa kinaiyahan.Ang suok sa base kinahanglan nga hapsay.Kasagaran, ang arc radius niini dili moubos sa 500 mm.

Teknikal nga mga kinahanglanon alang sa pag-instalar sa HDPE geomembrane.
1. Ang pagbutang ug welding sa HDPE geomembrane kinahanglan nga himuon sa panahon diin ang temperatura labaw sa 5 ℃ ug ang kusog sa hangin ubos sa Grade 4 nga walay ulan o niyebe.
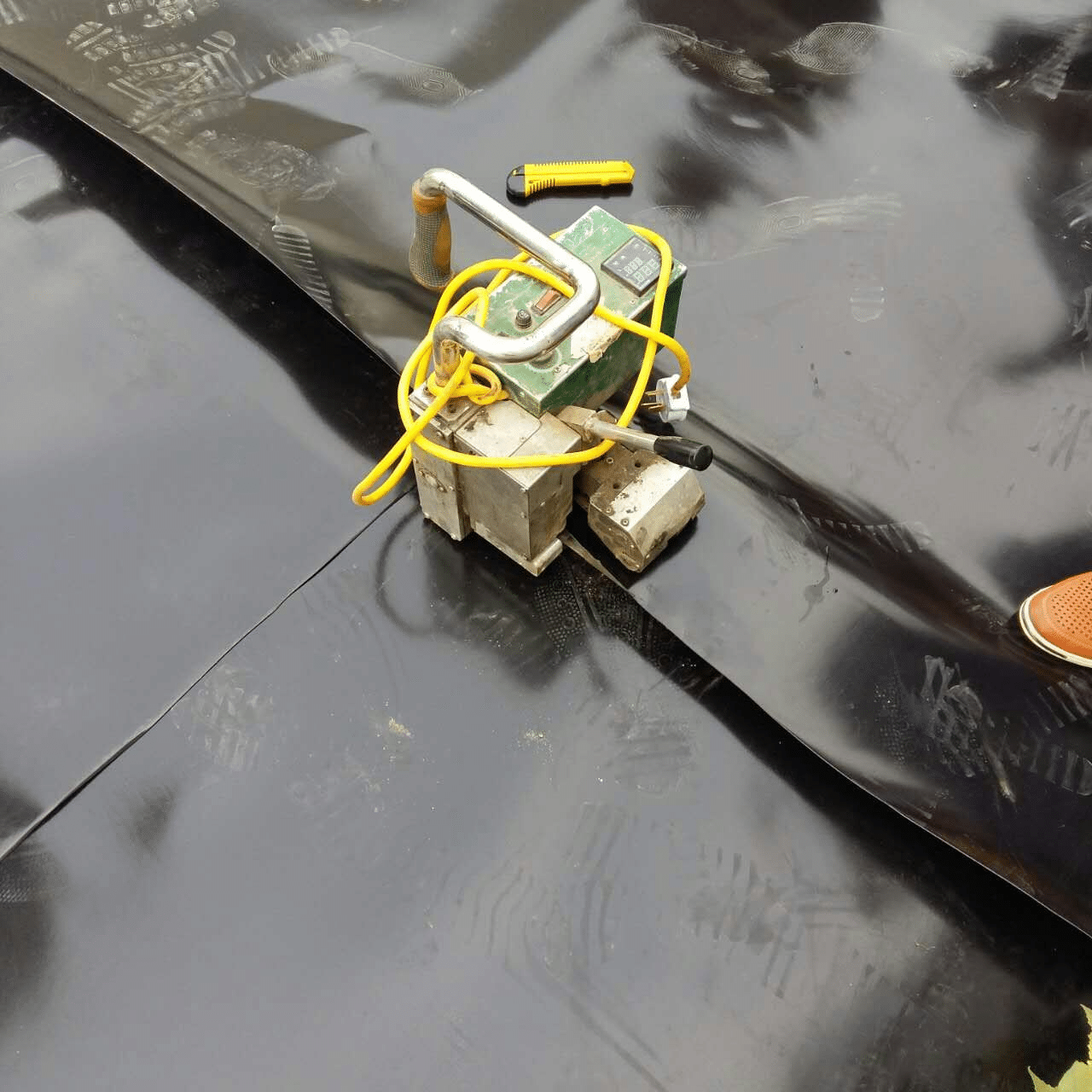
2. Ang proseso sa pagtukod sa HDPE geomembrane ipahigayon sa mosunod nga han-ay: geomembrane laying → lapping welding joints → welding → on-site inspection → repair → re inspection → backfilling.
3. Ang nagsapaw-sapaw nga gilapdon sa mga lutahan tali sa mga lamad dili moubos sa 80mm.Sa kinatibuk-an, ang hiniusang direksyon sa paghan-ay kinahanglan nga katumbas sa labing taas nga linya sa bakilid, nga mao, kini gihan-ay subay sa direksyon sa bakilid.
4. Atol sa pagbutang sa HDPE geomembrane, ang mga artipisyal nga wrinkles likayan kutob sa mahimo.Kung ibutang ang HDPE geomembrane, ang pagpalapad nga deformasyon tungod sa pagbag-o sa temperatura kinahanglan nga gitagana sumala sa lokal nga pagbag-o sa temperatura ug ang mga kinahanglanon sa pasundayag sa HDPE geomembrane.Dugang pa, ang pagpalapad nga kantidad sa geomembrane kinahanglan nga gitagana sumala sa site terrain ug ang pagbutang sa geomembrane aron ipahiangay sa dili patas nga paghusay sa pundasyon.
5. Human mabutang ang geomembrane sa HDPE, ang paglakaw sa ibabaw sa lamad ug ang mga himan sa pagdumala kinahanglan nga maminusan.Ang mga butang nga mahimong hinungdan sa kadaot sa HDPE geomembrane dili ibutang sa geomembrane o dad-on sa geomembrane aron malikayan ang aksidenteng kadaot sa HDPE membrane.
6. Ang tanan nga mga personahe sa HDPE film construction site dili manigarilyo, magsul-ob og mga sapatos nga adunay mga lansang o high-heeled hard soled nga sapatos aron makalakaw sa ibabaw sa pelikula, o moapil sa bisan unsang kalihokan nga makadaot sa dili matupngan nga pelikula.
7. Human mabutang ang geomembrane sa HDPE ug sa dili pa matabonan ang protective layer, usa ka 20-40Kg sand bag ang ibutang sa eskina sa lamad matag 2-5m aron mapugngan ang geomembrane nga mapadpad sa hangin.
8. Ang HDPE geomembrane kinahanglan nga natural ug duol sa nagsuporta nga layer, ug dili mapilo o masuspinde sa hangin.
9. Sa diha nga ang geomembrane gitukod sa mga seksyon, ang ibabaw nga layer kinahanglan nga tabonan sa panahon human sa pagpandong, ug ang gibutyag nga panahon sa hangin dili molapas sa 30 ka adlaw.
Ang pag-angkla sa HDPE geomembrane ipahigayon sumala sa disenyo.Sa mga lugar nga adunay komplikado nga tereyn sa proyekto, ang yunit sa konstruksyon kinahanglan magsugyot ug uban pang mga pamaagi sa pag-angkla, nga himuon pagkahuman makuha ang pagtugot sa yunit sa disenyo ug yunit sa pagdumala.

HDPE geomembrane welding kinahanglanon:
1. Ang nagsapaw-sapaw nga nawong sa HDPE geomembrane weld kinahanglan nga walay hugaw, balas, tubig (lakip ang yamog) ug uban pang mga hugaw nga makaapekto sa kalidad sa welding, ug kinahanglan nga limpyohan sa panahon sa welding.
2. Sa sinugdanan sa welding kada adlaw (sa buntag ug human sa paniudto break), test welding kinahanglan nga gidala sa gawas sa site una, ug pormal nga welding mahimo lamang nga gidala sa gawas human kini kuwalipikado.
3. Ang HDPE geomembrane kinahanglan nga welded pinaagi sa double track hot-melt welding machine, ug ang extrusion welding o hot-air gun welding kinahanglan lamang nga gamiton sa mga dapit diin ang pag-ayo, pagtabon o hot-melt welding machine dili makaabot.
4. Sa panahon sa pagtukod, ang temperatura sa pagtrabaho ug katulin sa welding machine kinahanglang i-adjust ug kontrolon sa bisan unsang oras sumala sa temperatura ug materyal nga mga kabtangan.
Ang 5.HDPE nga pelikula sa weld kinahanglan nga welded sa kinatibuk-an, ug walay sayup nga welding, kulang nga welding o sobra nga welding.Ang konektado nga duha ka lut-od sa HDPE geomembrane kinahanglang patag ug malumo.
Pagkontrol sa kalidad sa weld
Sa pag-uswag sa pagtukod, gikinahanglan nga susihon ang kalidad sa welding sa HDPE nga pelikula sa oras, ug ayohon ang welding gamit ang hot air gun o plastic welding gun sa bisan unsang oras alang sa nawala nga welding ug sayup nga welding parts.Ang espesipikong mga pamaagi mao ang mosunod:
1.Ang inspeksyon gihimo sa tulo ka mga lakang, nga mao ang visual inspection, inflation inspection ug damage test.
2. Visual inspection: susiha kung ang duha ka welds patag, tin-aw, wrinkle free, transparent, slag free, bubble, leak point, melting point o weld bead.
Ang visual inspeksyon nag-una sa pag-ayo sa pag-inspeksyon sa dagway sa gibutang geomembrane, weld kalidad, T-shaped welding, substrate tinumpag, ug uban pa Ang tanan nga construction personnel kinahanglan sa pagbuhat niini nga buhat sa tanan nga mga proseso sa pagtukod.
3. Dugang pa sa biswal nga inspeksyon, vacuum inspeksyon kinahanglan nga gisagop alang sa kahugot sa tanan nga mga welds, ug sa kaugalingon inspeksyon kinahanglan nga mapalig-on alang sa mga bahin nga dili masusi pinaagi sa vacuum.
4. Ang kalig-on sa inflation nga nakit-an sa presyur sa inflation mao ang 0.25Mpa, ug walay air leakage sulod sa 2 minutos.Sa pagkonsiderar nga ang coiled nga materyal humok ug dali nga mabag-o, ang gitugotan nga pag-drop sa presyur mao ang 20%
5. Sa pagpahigayon sa tensile test sa sample nga gikuha gikan sa double rail weld, ang standard mao nga ang weld dili gisi apan ang inahan gikunis-kunis ug nadaot sa panahon sa peel and shear tests.Niini nga panahon, ang welding kuwalipikado.Kung ang sample dili kwalipikado, usa ka ikaduha nga piraso ang kuhaon gikan sa orihinal nga weld.Kung ang tulo ka piraso dili kwalipikado, ang tibuuk nga weld kinahanglan nga buhaton pag-usab.
6. Ang mga sample nga nakapasar sa pagsulay kinahanglan isumite sa Tag-iya, sa Kinatibuk-ang Kontratista ug mga may kalabutan nga yunit alang sa pag-file.
7. Ang mga depekto nga makita sa visual inspection, inflation detection ug damage test kinahanglang ayohon sa tukmang panahon.Kadtong dili mahimong ayohon diha-diha dayon markahan aron malikayan ang pagkawala sa panahon sa pag-ayo.
8. Sa pag-inspeksyon sa panagway, sa kaso sa mga depekto sama sa mga lungag sa ibabaw sa lamad ug nawala nga welding, sayup nga welding ug kadaot sa panahon sa welding, ang lab-as nga base metal gamiton sa pag-ayo sa panahon, ug ang matag kilid sa giayo nga scar kinahanglan nga molapas sa nadaot nga bahin sa 10-20cm.Paghimo og mga rekord.
9. Alang sa giayo nga weld, ang detalyado nga visual inspection ipahigayon sa kinatibuk-an, ug ang pagpagawas ipahigayon human ang pag-ayo mapamatud-an nga kasaligan.
Oras sa pag-post: Dis-14-2022